



Guide de la découpe chimique à l'intention des ingénieurs concepteurs

Ce guide de la découpe chimique met en évidence les considérations clés auxquelles les ingénieurs concepteurs doivent penser pour tirer le meilleur parti du processus de découpe.
Pour un guide approfondi du processus de découpe photochimique,téléchargez notre livre blanc GRATUIT ici.
Présentation
Ladécoupe chimiqueest un processus de découpe hautement reproductible qui permet d'obtenir des tolérances exactes. Dans la plupart des cas, il s'agit de la seule technologie permettant de fabriquer de manière rentable des composants métalliques de précision avec l'exactitude requise dans des applications exigeantes et souvent critiques sur le plan de la sécurité.
De sa polyvalence aux aspects spécifiques de la technologie capables d'améliorer la conception des produits, ce processus d'usinage des métaux offre un large éventail d'avantages.
Les métaux qui peuvent être usinés chimiquement sont les suivants :
- Acier et aciers inoxydables
- Aluminium
- Nickel et alliages de nickel
- Cuivre et alliages de cuivre
- Titane
- Autres métaux spécialisés, tels que le molybdène
Voir la liste détaillée des métaux et des qualités
La découpe photochimique peut être appliquée à pratiquement tous les métaux, qu'ils soient mous, durs ou fragiles. L'aluminium est réputé pour être difficile à emboutir en raison de sa nature molle, et à découper au laser en raison de sa réflectivité. De même, la dureté du titane peut constituer un défi.
Precision Micro a développé des procédés exclusifs pour ces matériaux spécialisés et est l'une des rares entreprises de découpe au monde à disposer d'une capacité de production dédiée à la découpe du titane.
Quelle est la précision de la découpe photochimique ?
Les tolérances sont un élément clé de toute conception et peuvent varier. Elles dépendent également de l'épaisseur du matériau.
- Pour les métaux d'une épaisseur de 0,01 mm à 0,25 mm, la tolérance standard minimale de découpe est de ± 0,025 mm.
- Pour les épaisseurs supérieures (jusqu'à un maximum de 1,5 mm), la tolérance minimale de découpe standard est généralement de ± 10 % de l'épaisseur du métal.
Si l'usinage traditionnel des métaux permet d'obtenir des tolérances plus étroites, il présente toutefois des limites.
Par exemple, la technologie laser peut atteindre une précision de 5 % de l'épaisseur du métal, mais elle est souvent limitée à une taille minimale de 0,2 mm.
De plus, la découpe laser étant une méthode d'usinage « à point unique », il est plus coûteux de produire des pièces complexes comportant de nombreuses ouvertures, telles que des toiles métalliques sur mesure.
En outre, elle n'offre pas la profondeur ou les caractéristiques de découpe nécessaires aux dispositifs fluidiques. Il s'agit notamment des plaques bipolaires pourpiles à combustibleet desplaques therrmiquesqui sont facilement réalisables par découpe en profondeur.
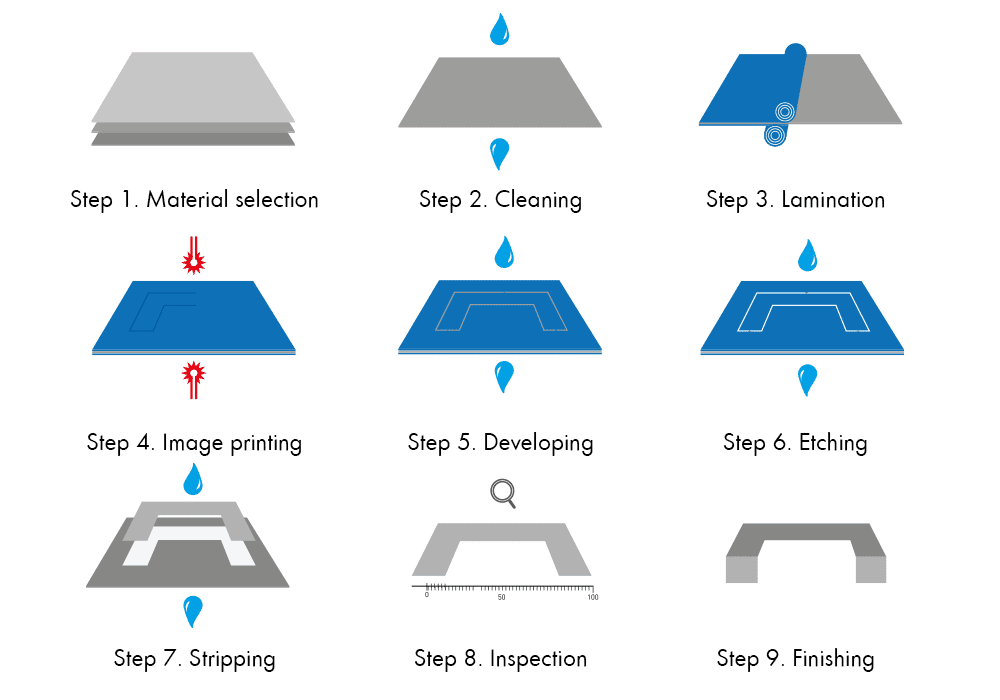
Vue d'ensemble des directives techniques en matière de découpe
Taille minimale des éléments de la découpe photochimique
La découpe chimique permet d'obtenir une dimension standard minimale de 0,1 mm. Des ouvertures inférieures à 0,050 mm sont possibles avec le développement, de même qu'une précision de ± 8 % de l'épaisseur du métal.
Usinage sans bavure et sans contrainte
L'emboutissage est l'une des méthodes d'usinage les plus proches capables de reproduire la précision et la taille minimale des caractéristiques de la découpe chimique. Cependant, l'utilisation de l'emboutissage peut provoquer des contraintes et des bavures résiduelles sur le métal.
Dans la plupart des cas, les pièces embouties nécessitent également un post-traitement coûteux, ce qui réduit la viabilité des petites séries. En outre, lors de la transformation de métaux durs, l'usure de l'outil est un problème pour les séries plus longues, ce qui entraîne des dépenses supplémentaires et nécessite souvent une laborieuse remise à neuf.
Comme la découpe chimique n'utilise pas d'outillage dur, les déformations et les contraintes sont éliminées. Les composants produits sont plats, avec une surface propre et sans bavure, car le métal est dissous uniformément jusqu'à obtention des géométries souhaitées.
C'est pour ces raisons que de nombreuxconcepteurs de ressorts,par exemple, exigent la découpe chimique plutôt que l'emboutissage. Ils préfèrent la découpe chimique en raison de son absence de bavures et de contraintes, de l'absence d'usure des outils et de la rapidité de la fourniture.
Fonctionnalités uniques sans frais supplémentaires
En choisissant la découpe chimique, les ingénieurs peuvent concevoir leur produit avec des caractéristiques uniques, grâce au « rebroussement » inhérent à l'arête. En effet, le processus de fraisage chimique permet un contrôle total de chaque arête de découpe.
Il est donc possible d'introduire un éventail de profils permettant la fabrication d'arêtes de coupe tranchantes. Notons entre autres les arêtes utilisées dans les lames médicales ou les ouvertures coniques, telles que celles utilisées pour diriger le flux de fluide dans lestoiles métalliques de filtration.
Modifications peu coûteuses de l'installation et de la conception
Pour la plupart des travaux de tôlerie, il est vrai qu'une complexité accrue des pièces équivaut à une augmentation des coûts, dont une grande partie est due à un outillage coûteux et complexe. Les coûts augmentent également lorsque les technologies de découpe traditionnelles doivent faire face à des matériaux, des épaisseurs et des qualités non standard, ce qui n'a aucune incidence sur le coût du fraisage chimique.
Pour les concepteurs qui recherchent des pièces et des composants métalliques riches en fonctionnalités, complexes et précis, la découpe chimique est aujourd'hui la technologie de prédilection. Non seulement la découpe s'accommode bien des géométries difficiles, mais elle offre également une grande souplesse, facilitant l'ajustement des conceptions jusqu'au point de fabrication.
L'outillage numérique est un moyen peu coûteux de produire efficacement des conceptions complexes. Cette méthode est très flexible, car les ingénieurs peuvent modifier la conception quelques minutes avant le début de la fabrication.
Contrairement à l'emboutissage, le coût de l'outillage numérique n'augmente pas avec la complexité de la pièce, ce qui stimule l'innovation car les concepteurs se concentrent sur l'optimisation de la fonctionnalité de la pièce plutôt que sur son coût.
Prototypage économique
Contrairement à d'autres méthodes de découpe sur métal, la découpe chimique est payée à la tôle. Cela signifie que des composants de géométries différentes peuvent être traités en même temps à partir d'un seul outil. Cette capacité à produire de nombreux types de pièces en un seul cycle de production permet de réaliser d'énormes économies inhérentes au processus.
La découpe chimique est intrinsèquement plus rapide, puisqu'il suffit en moyenne d'une journée pour produire un outil, au lieu de 16 semaines. La raison de l'adoption exponentielle de cette technologie est évidente.
Livre blanc sur la découpe chimique
Découvrez comment la gravure chimique peut surmonter les limites des technologies traditionnelles d'usinage de la tôle.
TéléchargerArticles récents
